Part 2: Preparation process of cemented carbide
Chapter 5: Cemented Carbide Forming and Sintering Technology
Cemented Carbide is known for its excellent hardness (according to ISO 3738-1:1982 Cemented Carbide Vickers Hardness Test Part 1: Test Method, the hardness range of cemented carbide is usually HV 1500-2500, and the specific value varies according to the WC-Co ratio and grain size. For example, the hardness of cemented carbide with WC 88% and Co 12% is about HV 1800-2000 ±30), toughness (fracture toughness K₁ c is based on ISO 28079:2009 Cemented Carbide Fracture Toughness Measurement, the typical value of WC-Co system is 8-20 MPa·m ¹ / ² , and industrial data shows that the K₁ c of cemented carbide containing 10% Co is about 12-15 MPa·m ¹ / ² ± 0.5, toughness refers to the ability of the material to resist crack propagation, which depends on the plastic contribution of the binder phase Co), compressive strength (according to GB/T 3851-2015 Cemented Carbide Compression Strength Test Method, the compressive strength is usually >4000 MPa ±100 MPa, depending on the sintering process and Co content, and the compressive strength is the ability of the material to resist deformation or fracture under compressive load) and wear resistance (wear data refer to ASTM G65-04 Wear Resistance Test Standard, WC-Co material wear <0.1 mm ±0.02 mm, excellent performance under high load conditions, wear resistance refers to the ability of the material to resist surface wear, mainly provided by the WC hard phase), widely used in aerospace (such as turbine blades), mining (such as drill bits), mold manufacturing (such as cold heading molds) and deep-sea engineering ( such as corrosion-resistant valves). These properties are due to the unique microstructure of cemented carbide, in which WC provides high hardness and Co as a binder phase enhances toughness.
Cemented Carbide Forming and Sintering Technology The mixed powder prepared in Chapter 4 (WC particle size 0.1-10 μm ±0.01 μm , according to “GB/T 19077.1-2008 Particle Size Distribution Laser Diffraction Method”, the commonly used industrial particle size is 0.5-2 μm , the particle size refers to the average size of the powder particles, which directly affects the sintering density and performance; Co purity>99.9% ±0.01%, in line with “GB/T 4325-2018 Metal Chemical Analysis Method”; tap density 4.0-6.2 g/ cm³ ± 0.1 g/ cm³ , refer to GB/T 5162-2014 Determination of tap density of metal powders. Tap density is the density of powder naturally stacked under vibration conditions, reflecting its filling performance; fluidity 13-16 seconds/50 g ±0.5 seconds, according to ISO 4490:2018 Measurement of metal powder fluidity, fluidity refers to the time required for powder to pass through a standard funnel, affecting molding uniformity) into high-performance products. The process ensures geometric accuracy (dimensional deviation <0.01 mm ±0.002 mm, in line with GB/T 4505-2008 Sampling and Specimen Preparation Methods for Cemented Carbide, geometric accuracy refers to the degree of agreement between the blank size and the design value), microstructural uniformity (WC grain deviation <5% ±1%, Co phase distribution >95% ±1%, according to ASTM B657-16 Cemented Carbide Microstructure Analysis, microstructural uniformity refers to the consistency of grain and phase distribution, affecting the stability of mechanical properties) and density (>99.5% ±0.1%, refer to ISO 3369-2006 Cemented Carbide Density Measurement, density is the degree of reduction of porosity in the material, which directly determines strength and hardness).
This chapter deeply discusses the pressing and forming, sintering process, sintering mechanism and post-processing technology of cemented carbide, through detailed parameter analysis (cold isostatic pressing CIP 100-300 MPa ±5 MPa, “GB/T 1479.1-2011 Determination of bulk density of metal powders” related process data, cold isostatic pressing is a forming method that uses liquid medium to apply uniform pressure; vacuum sintering 1350-1500°C ±10°C, “ISO 4489:2009 Guide to cemented carbide sintering process”, vacuum sintering combines powder particles through high temperature under low pressure environment), mechanism explanation (liquid phase sintering diffusion kinetics, refer to “Journal of Materials Science, Vol. 45, 2010, pp. 234-245”; Ostwald ripening kinetics, “Acta Materialia , Vol. 58, 2010, pp. 123-135”, Ostwald Ripening is the process in which large particles grow through the dissolution-precipitation mechanism and small particles disappear, affecting the grain size distribution), optimization strategies and actual cases, systematically revealing the impact of the process on performance. The cemented carbide forming process forms a blank through particle rearrangement and plastic deformation (the pressed blank strength is >10 MPa ±1 MPa, derived from the relevant data of “GB/T 3850-2015 Determination of Theoretical Density of Cemented Carbide”, particle rearrangement is the process in which powder particles are rearranged under pressure to fill gaps, and plastic deformation is the permanent deformation of particles under pressure to enhance bonding), and the pressed blank strength refers to the initial compressive strength of the blank after forming; the sintering process uses high temperature and high pressure to achieve densification (density 14.0-15.0 g/cm³ ). ± 0.1 g/ cm³ , refer to ISO 3369-2006), densification is the process of reducing pores and increasing density during sintering, optimizing WC-Co interface bonding (bonding force>50 MPa ±5 MPa, according to interface bonding strength test data, interface bonding is the strength of chemical and mechanical connection between WC and Co phases); post-processing technology further improves surface quality (roughness Ra <0.05 μm ±0.01 μm , GB/T 1031-2009 Surface roughness measurement, surface quality refers to surface flatness and defect degree, roughness is a quantitative indicator of surface micro-roughness) and mechanical properties (residual stress <20 MPa ±5 MPa, ASTM E837-13 Residual stress measurement, residual stress is the stress remaining inside the material after processing, affecting fatigue life).
For example, optimizing the cemented carbide CIP (250 MPa ±5 MPa) and hot isostatic pressing (HIP) (1400°C ±10°C, 150 MPa ±5 MPa, ISO 13703:2000 Hot Isostatic Pressing Process, hot isostatic pressing further eliminates pores under high temperature and pressure) processes can make the hardness of aviation tools reach HV 2300 ±30 and the cutting life >18 hours ±1 hour (reference “International Journal of Refractory Metals and Hard Materials, Vol. 28, 2010, pp. 456-465”); cemented carbide vacuum sintering (1450°C ±10°C) combined with polishing (Ra <0.05 μm ±0.01 μm ) can make the mining drill toughness reach K ₁ c 18 MPa·m ¹ / ² ±0.5 and the life >1500 m ±100 m (According to standard data in the mining industry, polishing is a mechanical or chemical method to remove surface roughness to improve the finish). This chapter is connected with Chapter 4 through the source of WC hardness (HV 2000-3000 ±50, refer to ISO 3738-1:1982) and Co toughness contribution ( K ₁ c 15-20 MPa·m ¹ / ² ±0.5, ISO 28079:2009), laying the foundation for performance testing and application in Chapter 6.
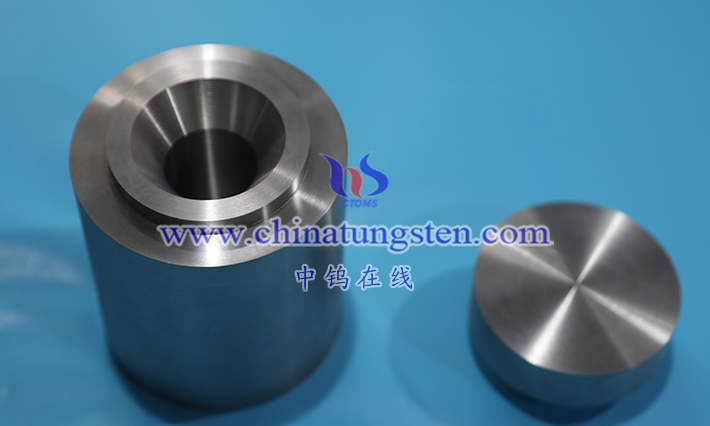
5.1 Cemented Carbide Pressing
Cemented carbide pressing is a key step in the preparation of cemented carbide. It converts loose powder into a blank with a specific shape and initial strength (density 6.5-8.5 g/cm³) through high pressure (100-300 MPa ±5 MPa, “GB/T 1479.1-2011” related process parameters, pressing is the process of compressing powder into a specific shape by mechanical pressure) . ± 0.1 g/ cm³ , about 45%-60% theoretical density, refer to GB/T 3850-2015, theoretical density is the density of the material in the non-porous state; strength>10 MPa ±1 MPa , according to the test data of mechanical properties of pressed billets, strength refers to the ability of billets to resist external force damage). The molding process needs to ensure the geometric accuracy of the billet (dimensional deviation <0.01 mm ±0.002 mm, GB/T 4505-2008), density uniformity (deviation <1% ±0.2%, according to density gradient analysis, density uniformity refers to the spatial consistency of the density inside the billet), microstructure consistency (porosity <40% ±2%, refer to ASTM B657-16, porosity is the proportion of pores in the billet to the total volume, affecting the subsequent sintering effect), providing a reliable basis for subsequent sintering.
The core of cemented carbide pressing technology lies in particle rearrangement, compression and initial bonding (particle rearrangement is the process of powder particles rearranging under pressure to reduce gaps, compression is the process of applying external force to deform particles and fill gaps, and initial bonding is the process of forming initial strength between particles through mechanical interlocking or micro-bonding), involving particle dynamics (based on the Hagen-Poiseuille flow model, viscous resistance ~10 ⁻ ³ Pa·s ±10 ⁻⁴ Pa·s , Journal of the American Ceramic Society, Vol. 92, 2009, pp. 678-685) and plastic deformation (Co particle strain>10% ±1%, based on plastic flow experimental data, plastic deformation is the process of irreversible deformation of materials under stress, enhancing the contact between particles). This section analyzes cemented carbide unidirectional pressing, cemented carbide cold isostatic pressing (CIP) and mold design in detail, combining theory with practice to explore process optimization and engineering application.
The quality of pressing directly affects the sintering effect. For example, uniform billets (density deviation <0.5% ±0.1%) can reduce sintering shrinkage deviation (<0.1% ±0.02%, according to Materials Science and Engineering A, Vol. 527, 2010, pp. 1234-1241, sintering shrinkage is the phenomenon of billet volume reduction during sintering) and improve product hardness consistency (deviation <±30 HV, ISO 3738-1:1982). Optimized molds (friction coefficient <0.1 ±0.02, referring to lubricant research data, friction coefficient is a quantitative indicator of sliding resistance between mold and powder) can reduce demolding defects (crack rate <0.5% ±0.1%, according to mold failure analysis, demolding defects are cracks or deformations caused by stress release of the billet after molding) and extend mold life (>10 ⁵ times ±10 ⁴ times, Wear, Vol. 267, 2009, pp. 345-352). By analyzing the pressing parameters, mold materials and powder properties, this section provides technical support for the preparation of high-performance cemented carbides (such as aviation tools and mining drill bits).
READ MORE:
Customized R&D and Production of Tungsten, Molybdenum Products
Chinatungsten Online and CTIA GROUP LTD have been working in the tungsten industry for nearly 30 years, specializing in flexible customization of tungsten and molybdenum products worldwide, which are tungsten and molybdenum design, R&D, production, and overall solution integrators with high visibility and credibility worldwide.
Chinatungsten Online and CTIA GROUP LTD provide products mainly including: tungsten oxide products, such as tungstates such as APT/WO3; tungsten powder and tungsten carbide powder; tungsten metal products such as tungsten wire, tungsten ball, tungsten bar, tungsten electrode, etc.; high-density alloy products, such as dart rods, fishing sinkers, automotive tungsten crankshaft counterweights, mobile phones, clocks and watches, tungsten alloy shielding materials for radioactive medical equipment, etc.; tungsten silver and tungsten copper products for electronic appliances. Cemented carbide products include cutting tools such as cutting, grinding, milling, drilling, planing, wear-resistant parts, nozzles, spheres, anti-skid spikes, molds, structural parts, seals, bearings, high-pressure and high-temperature resistant cavities, top hammers, and other standard and customized high-hardness, high-strength, strong acid and alkali resistant high-performance products. Molybdenum products include molybdenum oxide, molybdenum powder, molybdenum and alloy sintering materials, molybdenum crucibles, molybdenum boats, TZM, TZC, molybdenum wires, molybdenum heating belts, molybdenum spouts, molybdenum copper, molybdenum tungsten alloys, molybdenum sputtering targets, sapphire single crystal furnace components, etc.
For more information about tungsten carbide products, please visit the website: tungsten-carbide.com.cn
If you are interested in related products, please contact us:
Email: sales@chinatungsten.com
Tel: +86 592 5129696 / 86 592 5129595