2부: 초경합금의 제조 공정
제5장 초경합금 성형 및 소결 기술
초경합금은 우수한 경도(ISO 3738-1:1982 초경합금 비커스 경도 시험 1부: 시험 방법에 따르면 초경합금의 경도 범위는 일반적으로 HV 1500-2500이며, 특정 값은 WC-Co 비율과 입자 크기에 따라 다릅니다. 예를 들어, WC 88%와 Co 12%를 함유한 초경합금의 경도는 약 HV 1800-2000 ±30입니다), 인성(파괴 인성 K₁ c는 ISO 28079:2009 초경합금 파괴 인성 측정에 기반함, WC-Co 시스템의 일반적인 값은 8-20 MPa·m¹ /²이고, 산업 데이터에 따르면 10% Co를 함유한 초경합금의 K₁ c는 약 12-15 MPa·m¹ /² ± 입니다. 0.5, 인성은 재료가 균열 전파를 저항하는 능력을 말하며, 이는 결합제 상 Co의 소성 기여에 따라 달라집니다. 압축 강도(GB/T 3851-2015 시멘트 카바이드 압축 강도 시험 방법에 따르면, 압축 강도는 일반적으로 >4000 MPa ±100 MPa이며, 소결 공정과 Co 함량에 따라 달라지며, 압축 강도는 재료가 압축 하중 하에서 변형이나 파괴를 저항하는 능력을 말합니다.) 및 내마모성(마모 데이터는 ASTM G65-04 내마모성 시험 표준 참조, WC-Co 재료 마모 <0.1 mm ±0.02 mm, 고하중 조건에서 우수한 성능, 내마모성은 재료가 표면 마모를 저항하는 능력을 말하며, 주로 WC 경질 상에 의해 제공됩니다.) 항공우주(예: 터빈 블레이드), 광산(예: 드릴 비트), 금형 제조(예: 콜드 헤딩 금형) 및 심해 엔지니어링( 예: 내식성 밸브)에 널리 사용됩니다. 이러한 특성은 시멘트 카바이드의 독특한 미세구조에 기인하는데, WC는 높은 경도를 제공하고 결합제 상으로 Co가 인성을 향상시킵니다.
초경합금 성형 및 소결 기술 4장에서 제조한 혼합 분말(WC 입자 크기 0.1-10 μm ±0.01 μm , “GB/T 19077.1-2008 입자 크기 분포 레이저 회절 방법”에 따르면 일반적으로 사용되는 산업용 입자 크기는 0.5-2 μm 이며 , 입자 크기는 분말 입자의 평균 크기를 나타내며 소결 밀도와 성능에 직접적인 영향을 미칩니다. Co 순도 >99.9% ±0.01%, “GB/T 4325-2018 금속 화학 분석 방법”에 따름; 탭 밀도 4.0-6.2 g/ cm³ ± 0.1 g/ cm³, GB/T 5162-2014 금속 분말의 탭 밀도 측정 참조. 탭 밀도는 진동 조건에서 자연적으로 쌓인 분말의 밀도이며 충전 성능을 반영합니다. 유동성 13-16초/50 g ±0.5 ISO 4490:2018에 따르면 금속 분말 유동성 측정은 초당 몇 초가 소요되며, 유동성이란 분말이 표준 깔때기를 통과하여 고성능 제품으로 성형되는 데 걸리는 시간을 말합니다. 이 공정은 기하학적 정확도(치수 편차 <0.01mm ±0.002mm, GB/T 4505-2008 시멘트 카바이드 샘플링 및 시편 준비 방법에 따름, 기하학적 정확도는 블랭크 크기와 설계 값 간의 일치 정도를 나타냄), 미세 구조적 균일성(WC 입자 편차 <5% ±1%, Co 상 분포 >95% ±1%, ASTM B657-16 시멘트 카바이드 미세 구조 분석에 따름, 미세 구조적 균일성은 입자와 상 분포의 일관성을 나타내며 기계적 특성의 안정성에 영향을 미침) 및 밀도(>99.5% ±0.1%, ISO 3369-2006 시멘트 카바이드 밀도 측정 참조, 밀도는 재료의 기공 감소 정도로 강도와 경도를 직접 결정함)를 보장합니다.
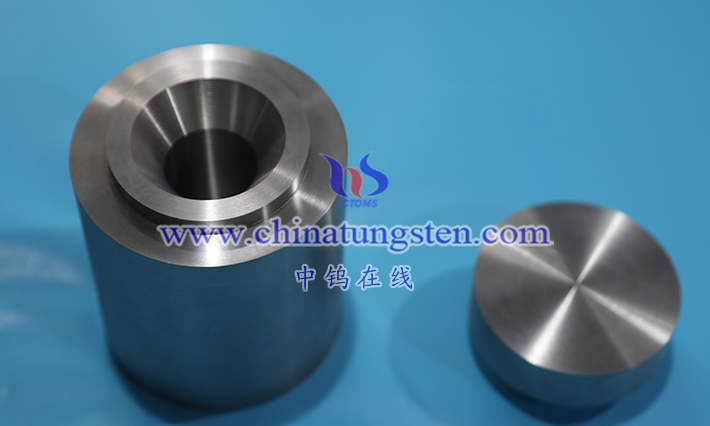
이 장에서는 시멘트 카바이드의 압축 및 성형, 소결 공정, 소결 메커니즘 및 후처리 기술에 대해 자세한 매개변수 분석(냉간 등방성 가압 CIP 100-300 MPa ±5 MPa, “GB/T 1479.1-2011 금속 분말의 체적 밀도 측정” 관련 공정 데이터, 냉간 등방성 가압은 액체 매체를 사용하여 균일한 압력을 가하는 성형 방법, 진공 소결 1350-1500°C ±10°C, “ISO 4489:2009 시멘트 카바이드 소결 공정 가이드”, 진공 소결은 고온 저압 환경에서 분말 입자를 결합), 메커니즘 설명(액상 소결 확산 속도론, “Journal of Materials Science, Vol. 45, 2010, pp. 234-245” 참조; Ostwald ripening kinetics, “Acta Materialia , Vol. 58, 2010, pp. 123-135”, Ostwald Ripening은 용해-침전 메커니즘을 통해 큰 입자가 성장하고 작은 입자가 사라져 입자 크기 분포에 영향을 미치는 과정입니다. 최적화 전략 및 실제 사례를 통해 공정이 성능에 미치는 영향을 체계적으로 밝힙니다. 초경합금 성형 공정은 입자 재배열 및 소성 변형을 통해 블랭크를 형성합니다(프레스 블랭크 강도는 “GB/T 3850-2015 초경합금의 이론 밀도 측정”의 관련 데이터에서 파생된 >10MPa ±1MPa이며, 입자 재배열은 간극을 채우기 위해 분말 입자가 압력 하에서 재배열되는 공정이고, 소성 변형은 결합을 향상시키기 위해 압력 하에서 입자의 영구 변형입니다). 프레스 블랭크 강도는 성형 후 블랭크의 초기 압축 강도를 나타냅니다. 소결 공정은 고온, 고압을 사용하여 밀도화를 달성합니다(밀도 14.0-15.0 g/cm³).± 0.1 g/ cm³, ISO 3369-2006 참조). 밀도화는 소결 중에 기공을 줄이고 밀도를 높이는 공정으로, WC-Co 계면 결합을 최적화합니다(결합력 > 50 MPa ± 5 MPa, 계면 결합 강도 시험 데이터에 따르면 계면 결합은 WC와 Co 상 사이의 화학적 및 기계적 연결 강도입니다). 후처리 기술은 표면 품질(거칠기 Ra <0.05 μm ±0.01 μm , GB/T 1031-2009 표면 거칠기 측정, 표면 품질은 표면의 평탄도와 결함 정도를 말하며, 거칠기는 표면의 미세 거칠기를 정량적으로 나타내는 지표)과 기계적 특성(잔류응력 <20 MPa ±5 MPa, ASTM E837-13 잔류응력 측정, 잔류응력은 가공 후 재료 내부에 남아 있는 응력으로 피로수명에 영향을 미침)을 더욱 개선합니다.
예를 들어, 시멘트 카바이드 CIP(250 MPa ±5 MPa) 및 열간 등방성 압축(HIP)(1400°C ±10°C, 150 MPa ±5 MPa, ISO 13703:2000 열간 등방성 압축 공정, 열간 등방성 압축은 고온 고압 하에서 기공을 더욱 제거함) 공정을 최적화하면 항공 공구의 경도를 HV 2300 ±30에 도달시키고 절삭 수명을 18시간 ±1시간 이상으로 만들 수 있습니다(참고문헌 “International Journal of Refractory Metals and Hard Materials, Vol. 28, 2010, pp. 456-465”). 시멘트 카바이드 진공 소결(1450°C ±10°C)과 연마(Ra <0.05 μm ±0.01 μm )를 결합하면 광산 드릴의 인성을 K₁ c 18 MPa·m¹ / ² ±0.5에 도달시키고 수명을 >1500 m ±100 m로 만들 수 있습니다(광산업의 표준 데이터에 따르면 연마는 표면 거칠기를 제거하여 마감을 개선하는 기계적 또는 화학적 방법입니다).이 장은 WC 경도(HV 2000-3000 ±50, ISO 3738-1:1982 참조) 및 Co 인성 기여도 (K₁ c 15-20 MPa·m¹ / ² ±0.5, ISO 28079:2009)의 출처를 통해 4장과 연결되어 6장에서 성능 테스트 및 적용을 위한 기초를 마련합니다.
5.1 초경합금 프레싱
초경합금 프레스는 초경합금 제조의 핵심 단계입니다. 분말을 고압(100~300 MPa ±5 MPa, “GB/T 1479.1-2011” 관련 공정 매개변수)을 통해 특정 형상과 초기 강도(밀도 6.5~8.5 g/cm³)를 갖는 블랭크로 가공합니다. 프레스는 기계적 압력(압축률 ± 0.1 g/cm³ , 이론 밀도의 약 45~60%, GB/T 3850-2015 참조 )을 가하여 분말을 특정 형상으로 압축하는 공정입니다. 이론 밀도는 비다공성 상태의 재료 밀도이며, 강도는 10 MPa ±1 MPa 이상입니다. 프레스된 빌릿의 기계적 특성 시험 데이터에 따르면, 강도는 빌릿이 외부 힘에 의한 손상에 저항하는 능력을 의미합니다. 성형 공정에서는 빌렛의 기하학적 정확도(치수 편차 <0.01mm ±0.002mm, GB/T 4505-2008), 밀도 균일성(편차 <1% ±0.2%, 밀도 구배 분석에 따르면, 밀도 균일성은 빌렛 내부 밀도의 공간적 일관성을 의미), 미세 구조 일관성(기공률 <40% ±2%, ASTM B657-16 참조, 기공률은 빌렛의 기공이 전체 부피에 차지하는 비율로, 이후 소결 효과에 영향을 미침)을 보장해야 하며, 이후 소결을 위한 신뢰할 수 있는 기반을 제공해야 합니다.
초경합금 프레싱 기술의 핵심은 입자 재배열, 압축 및 초기 접합(입자 재배열은 간극을 줄이기 위해 압력을 가해 분말 입자를 재배열하는 과정이고, 압축은 외부 힘을 가해 입자를 변형시키고 간극을 채우는 과정이고, 초기 접합은 기계적 맞물림이나 미세 접합을 통해 입자 간에 초기 강도를 형성하는 과정)에 있으며, 입자 동역학(하겐-푸아죄유 유동 모델에 근거, 점성 저항 ~10 ⁻ ³ Pa·s ±10 ⁻4 Pa·s , Journal of the American Ceramic Society, Vol. 92, 2009, pp. 678-685)과 소성 변형(Co 입자 변형률 >10% ±1%, 소성 유동 실험 데이터에 근거, 소성 변형은 응력 하에서 재료가 돌이킬 수 없이 변형되어 입자 간의 접촉을 강화하는 과정)을 포함합니다. 이 섹션에서는 시멘트 카바이드 단방향 프레싱, 시멘트 카바이드 냉간 등방성 프레싱(CIP) 및 금형 설계를 자세히 분석하고 이론과 실제를 결합하여 프로세스 최적화 및 엔지니어링 응용 프로그램을 탐구합니다.
프레스 품질은 소결 효과에 직접적인 영향을 미칩니다. 예를 들어, 균일한 빌렛(밀도 편차 <0.5% ±0.1%)은 소결 수축 편차(<0.1% ±0.02%, Materials Science and Engineering A, Vol. 527, 2010, pp. 1234-1241 참조, 소결 수축은 소결 중 빌렛 부피가 감소하는 현상)를 줄이고 제품 경도 일관성(편차 <±30 HV, ISO 3738-1:1982)을 향상시킬 수 있습니다. 최적화된 금형(마찰 계수 <0.1 ±0.02, 윤활제 연구 데이터 참조, 마찰 계수는 금형과 분말 사이의 미끄럼 저항을 정량적으로 나타내는 지표)은 탈형 결함(균열률 <0.5% ±0.1%, 금형 파손 분석에 따르면 탈형 결함은 성형 후 빌릿의 응력 해소로 인한 균열 또는 변형)을 줄이고 금형 수명(>10 5배 ±10 4배, Wear, Vol. 267, 2009, pp. 345-352)을 연장할 수 있습니다. 본 논문에서는 프레스 매개변수, 금형 재료 및 분말 물성을 분석하여 고성능 초경합금(예: 항공 공구 및 광산 드릴 비트) 제조에 대한 기술 지원을 제공합니다.
READ MORE:
텅스텐 시멘트 카바이드 물리적 및 화학적 특성, 프로세스 및 응용 분야에 대한 포괄적 탐구 (I)
텅스텐 시멘트 카바이드 물리적 및 화학적 특성, 공정 및 응용 분야의 종합적 탐구( II )
텅스텐 시멘트 카바이드 물리적 및 화학적 특성, 공정 및 응용 분야의 종합적 탐구 ( III )
텅스텐 시멘트 카바이드 물리적 및 화학적 특성, 공정 및 응용 분야의 종합적 탐구 ( IV )
텅스텐 시멘트 카바이드 물리적 및 화학적 특성, 공정 및 응용 분야의 포괄적 탐구( V )
Customized R&D and Production of Tungsten, Molybdenum Products
Chinatungsten Online and CTIA GROUP LTD have been working in the tungsten industry for nearly 30 years, specializing in flexible customization of tungsten and molybdenum products worldwide, which are tungsten and molybdenum design, R&D, production, and overall solution integrators with high visibility and credibility worldwide.
Chinatungsten Online and CTIA GROUP LTD provide products mainly including: tungsten oxide products, such as tungstates such as APT/WO3; tungsten powder and tungsten carbide powder; tungsten metal products such as tungsten wire, tungsten ball, tungsten bar, tungsten electrode, etc.; high-density alloy products, such as dart rods, fishing sinkers, automotive tungsten crankshaft counterweights, mobile phones, clocks and watches, tungsten alloy shielding materials for radioactive medical equipment, etc.; tungsten silver and tungsten copper products for electronic appliances. Cemented carbide products include cutting tools such as cutting, grinding, milling, drilling, planing, wear-resistant parts, nozzles, spheres, anti-skid spikes, molds, structural parts, seals, bearings, high-pressure and high-temperature resistant cavities, top hammers, and other standard and customized high-hardness, high-strength, strong acid and alkali resistant high-performance products. Molybdenum products include molybdenum oxide, molybdenum powder, molybdenum and alloy sintering materials, molybdenum crucibles, molybdenum boats, TZM, TZC, molybdenum wires, molybdenum heating belts, molybdenum spouts, molybdenum copper, molybdenum tungsten alloys, molybdenum sputtering targets, sapphire single crystal furnace components, etc.
For more information about tungsten carbide products, please visit the website: tungsten-carbide.com.cn
If you are interested in related products, please contact us:
Email: sales@chinatungsten.com
Tel: +86 592 5129696 / 86 592 5129595