Part 3: Performance Optimization of Cemented Carbide
Chapter 8: Corrosion and high temperature resistance of cemented carbide
Cemented carbide is a composite material made by powder metallurgy process with tungsten carbide (WC) as the main hard phase and cobalt (Co), nickel (Ni) and other metals as the bonding phase. Its excellent performance makes it widely used in cutting tools, mining equipment and wear-resistant parts. The following will briefly discuss its concept and typical characteristics from the two aspects of corrosion resistance and high temperature resistance.
Corrosion resistance of cemented carbide
Corrosion resistance refers to the ability of cemented carbide to resist chemical erosion in corrosive media (such as acid, alkali, and salt solutions). This property is mainly affected by material composition and microstructure.
The bonding phase of cemented carbide plays a key role in its corrosion resistance. Cemented carbide with cobalt as the bonding phase (such as the YG series) performs poorly in acidic media. For example, in sulfuric acid or hydrochloric acid environments, cobalt is easily corroded, causing the surface of the material to gradually dissolve. Taking YG6 (containing 6% cobalt) as an example, its corrosion rate in 10% hydrochloric acid at room temperature is about 0.1 to 0.2 mm/year, while it hardly corrodes in weak alkaline or neutral media (such as 10% sodium hydroxide solution). In contrast, cemented carbide with nickel as the bonding phase (such as the YN series) exhibits stronger corrosion resistance, especially in alkaline and oxidizing media. It is more stable and suitable for use in harsh conditions such as marine environments. In addition, defects in the microstructure can also significantly affect corrosion resistance. If there is a high porosity in the cemented carbide, or if it contains impurities such as free carbon and η phase, these defects will become the starting point of corrosion and accelerate material degradation.
High temperature resistance of cemented carbide
High temperature resistance refers to the ability of cemented carbide to maintain its hardness, strength and oxidation resistance in high temperature environment. This characteristic is also affected by composition and temperature.
Cemented carbide performs well at lower temperatures and can usually maintain high hardness and strength below 600°C. For example, YG8 (containing 8% cobalt) can still maintain a hardness of about 1200 HV at 600°C, which is only about 20% lower. However, when the temperature exceeds 800°C, the bonding phase (such as cobalt) begins to soften, resulting in a significant decrease in the overall strength and hardness of the material. Taking YG8 as an example, its hardness can drop to 500-600 HV at 1000°C. In addition, the oxidation resistance of cemented carbide at high temperatures will also be challenged. Tungsten carbide will be converted into tungsten oxide (WO ₃ ) in a high-temperature oxidizing environment, causing surface peeling and affecting service life. In contrast, cemented carbide with added titanium carbide ( TiC ) (such as YT15) shows better oxidation resistance at 800°C, but its strength will still drop by 20%-30%.
The corrosion resistance and high temperature resistance of cemented carbide are key indicators for its application in harsh environments. In terms of corrosion resistance, nickel-containing cemented carbide performs better in a variety of media, while cobalt-containing cemented carbide is susceptible to corrosion in acidic environments. In terms of high temperature resistance, cemented carbide is stable below 600°C, but its hardness and oxidation resistance decrease significantly at higher temperatures. These characteristics determine the applicability of cemented carbide in different application scenarios and provide an important basis for its selection and use.
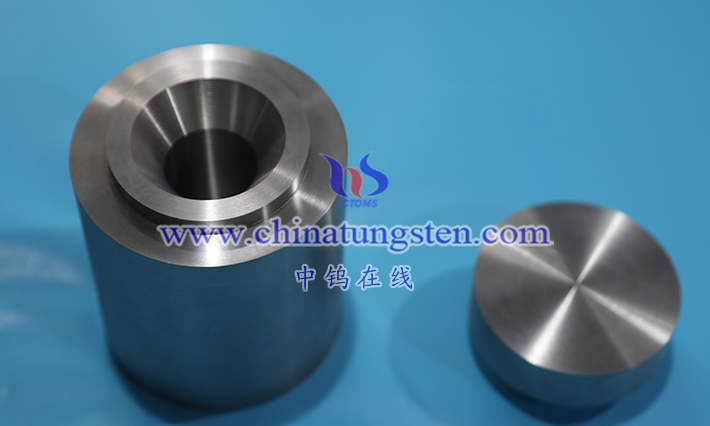
cemented carbide ( WCCo ) in harsh environments are key to its application in the chemical, marine and aviation fields. For example, in acidic solutions (pH<3±0.1), cemented carbide needs to resist strong chemical attack; in marine salt spray (>1000 hours±100 hours), it needs to prevent pitting; in aircraft engines (>1000°C±10°C), it needs to maintain strength and oxidation resistance . However, the electrochemical activity of the bonding phase Co (corrosion potential E_corr~0.3 V±0.02 V vs. SCE) easily induces corrosion, and WC is oxidized at high temperatures to form WO ₃ (thickness >1μm±0.1μm), resulting in performance degradation. The optimization strategy needs to start from the microstructure (WC grain 0.52μm±0.01μm, Co 6%12%±1%), additives (such as Cr ₃ C ₂ 0.5%±0.01%) and surface protection (coating thickness 520μm±0.1μm) to achieve a synergistic improvement in corrosion resistance and high temperature resistance.
discusses the behavior and optimization path of WCCo in acidic, salt spray and high temperature environments from four aspects: corrosion resistance mechanism , high temperature performance , performance optimization method and testing and evaluation . The corrosion resistance mechanism reveals the nature of corrosion through electrochemical theory (Tafel curve, i_corr <10 ⁻⁶ A/cm²±10 ⁻⁷ A/cm²); high temperature performance focuses on oxidation resistance (weight gain <0.5 mg/cm²±0.05 mg/cm²) and thermal fatigue (crack <0.1 mm±0.01 mm); the optimization method proposes Ni-based bonding phase (corrosion rate <0.01 mm/year±0.001 mm/year) and Cr ₃ C ₂ coating (hardness>HV 1500±30); testing and evaluation combine ISO 9227, ASTM G59 and thermal shock test (>500 times±50 times) to provide quantitative basis.
For example, the weight loss of Ni-based WC (Ni 10%±1%) in salt spray is <0.08 mg/cm²±0.01 mg/cm²; the hardness of Cr₃C₂ coated tools at 1000°C±10°C is >HV 1200±30, and the service life is >5000 hours±500 hours. This chapter is seamlessly connected with Chapter 6 (Coating wear rate <0.06 mm³/N·m±0.01 mm³/ N ·m ) and Chapter 7 ( K₁ c 820 MPa·m¹/²±0.5), laying the foundation for Chapter 9 (Multifunctional composite materials).
8.1 Mechanism of corrosion resistance of cemented carbide
The corrosion resistance of cemented carbide is an important basis for its long-term service in harsh chemical environments (such as acid, salt spray and alkaline environments). Its weight loss rate is usually controlled at 0.1 mg/ cm² ± 0.01 mg/cm² , showing good stability and being able to effectively resist corrosion in acidic (pH < 3 ± 0.1), salt spray (NaCl concentration 5% ± 0.1%) and alkaline (pH > 10 ± 0.1) environments. The corrosion process is mainly driven by the electrochemical activity of the bonding phase (such as cobalt, Co), and its corrosion current density ( i_corr ) is about 10 ⁻⁵ A/ cm² ± 10 ⁻⁶ A/cm ² , causing cobalt to dissolve preferentially, which in turn causes the tungsten carbide (WC) particles (size 0.52 μm ± 0.01 μm ) to fall off, forming corrosion pits with a diameter of about 110 μm ± 0.1 μm . Although WC itself has extremely high chemical stability and its dissolution rate is extremely low (< 10 ⁻⁸ g/cm ² · h ± 10 ⁻⁹ g/cm ² · h), if the bonding strength between WC and the bonding phase interface (> 100 MPa ± 10 MPa) is insufficient, peeling is likely to occur at the interface, significantly accelerating corrosion failure. In order to improve corrosion resistance, it is necessary to reduce the corrosion current density of the bonding phase (target i_corr < 10 ⁻⁶ A/cm ² ± 10 ⁻⁷ A/cm ² ), improving its electrochemical stability (corrosion potential E_corr > 0.2 V ± 0.02 V vs. SCE) and enhancing the bonding strength of the WC-Co interface.
From the electrochemical behavior of WC and the bonding phase, corrosion is essentially an electrochemical process. Cobalt acts as the anode for oxidative dissolution (Co → Co ² ⁺ + 2e ⁻ ), while WC, due to its high chemical inertness, often participates in the reaction as the cathode. This galvanic effect is the main driving force for corrosion. In an acidic environment (pH < 3 ± 0.1), H ⁺ ions accelerate the dissolution reaction of cobalt, while in a salt spray environment (NaCl 5% ± 0.1%), Cl ⁻ ions can destroy the passivation film on the cobalt surface, leading to increased pitting. Microscopic analysis shows that corrosion pits are mostly concentrated at the WC-Co interface, indicating that insufficient interfacial bonding is the key factor in failure. This mechanism has been further verified through the study of electrochemical theory and test standards (such as ISO 9227, ASTM G59). In actual cases, the weight loss rate of WC-10Co cemented carbide in a salt spray environment is 0.09 mg/cm ² ± 0.01 mg/cm² , reflecting the limitation of its corrosion resistance.
In general, the corrosion resistance mechanism of cemented carbide mainly involves the electrochemical dissolution of the bonding phase and interface failure , which manifests as pitting and particle shedding in acidic and salt spray environments. By reducing the corrosion current density, improving the electrochemical stability and enhancing the interface bonding force, its corrosion resistance can be effectively improved, providing theoretical support for its application in harsh environments.
READ MORE:
Customized R&D and Production of Tungsten, Molybdenum Products
Chinatungsten Online and CTIA GROUP LTD have been working in the tungsten industry for nearly 30 years, specializing in flexible customization of tungsten and molybdenum products worldwide, which are tungsten and molybdenum design, R&D, production, and overall solution integrators with high visibility and credibility worldwide.
Chinatungsten Online and CTIA GROUP LTD provide products mainly including: tungsten oxide products, such as tungstates such as APT/WO3; tungsten powder and tungsten carbide powder; tungsten metal products such as tungsten wire, tungsten ball, tungsten bar, tungsten electrode, etc.; high-density alloy products, such as dart rods, fishing sinkers, automotive tungsten crankshaft counterweights, mobile phones, clocks and watches, tungsten alloy shielding materials for radioactive medical equipment, etc.; tungsten silver and tungsten copper products for electronic appliances. Cemented carbide products include cutting tools such as cutting, grinding, milling, drilling, planing, wear-resistant parts, nozzles, spheres, anti-skid spikes, molds, structural parts, seals, bearings, high-pressure and high-temperature resistant cavities, top hammers, and other standard and customized high-hardness, high-strength, strong acid and alkali resistant high-performance products. Molybdenum products include molybdenum oxide, molybdenum powder, molybdenum and alloy sintering materials, molybdenum crucibles, molybdenum boats, TZM, TZC, molybdenum wires, molybdenum heating belts, molybdenum spouts, molybdenum copper, molybdenum tungsten alloys, molybdenum sputtering targets, sapphire single crystal furnace components, etc.
For more information about tungsten carbide products, please visit the website: tungsten-carbide.com.cn
If you are interested in related products, please contact us:
Email: sales@chinatungsten.com
Tel: +86 592 5129696 / 86 592 5129595