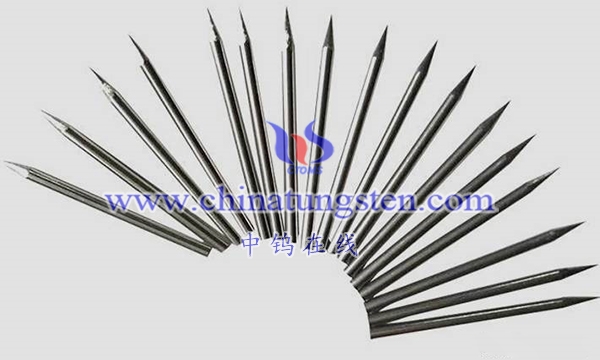
Proper sharpening of tungsten electrodes is crucial for ensuring arc stability and weld quality in argon arc welding. Here are the key steps and considerations for sharpening:
Choose the right abrasives
Grinding is carried out using a dedicated electrode sharpening machine or grinding wheel. The grinding wheel should be a fine-grained hard abrasive, and avoid using ordinary sandpaper or steel files to avoid contamination or cracks on the electrode surface.
Sharpening angle control
Adjust the sharpening angle according to the welding requirements. Generally speaking, the sharp angle of the tungsten electrode for DC welding is between 20°~30°, while AC welding (especially aluminum welding) recommends a ball end or a blunt angle (60°~90°) to ensure arc stability.
Grinding method
The tungsten electrode should rotate slowly along the longitudinal direction, keeping the grinding head perpendicular to the electrode axis and evenly subjected to force. Avoid excessive grinding on one side that can cause the electrode to be skewed or uneven.
Prevents overheating and contamination
During the grinding process, avoid overheating the electrode caused by long-term high-speed friction to avoid changing the tungsten material. The grinding equipment and environment need to be kept clean to prevent impurities from sticking to the electrode surface and affecting the welding performance.
Post-grinding inspection
After finishing the sharpening, the electrode head should be smooth and burr-free, and the tip shape should meet the process requirements. If necessary, use a microscope or magnifying glass to check the surface quality.
More details of tungsten electrodes, please visit website: http://tungsten.com.cn/tungsten-electrodes.html
Please contact CHINATUNGSTEN for inquiry and order of tungsten needles:
Email: sales@chinatungsten.com
Tel.: +86 592 5129595